对话框是通过激活CNC对象上下文菜单中的命令“属性...”或者“视图”菜单中的命令实现的。

|
应用宽度 CNC 设置位于 ⇘ 。 |
linktarget [cnc_properties_of_cnc_object.xml] doesn't exist but @y.link.required='true'
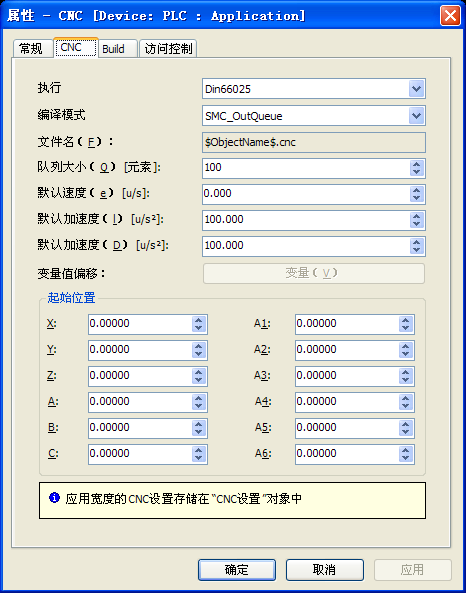
 插图 53: ‘属性’中的‘CNC’
插图 53: ‘属性’中的‘CNC’ “执行”:
- “Din66025”,参阅 ⇘ “基本介绍”
- “表格”,参阅 ⇘ “CNC 表格编辑器”
“编译模式”:定义编译时的动作, ⇘ “CNC对象的上下文菜单”。
- “SMC_OutQueue”:如果希望编译的时候产生 SMC_OutQueue 文件,选择此选项。全局权限是通过 g_CNCQueueManager进行处理,参阅 ⇘ “SMC_OUTQUEUE ”。
- “SMC_CNC_REF”:如果希望编译的时候产生程序变量,选择此选项。全局入口是通过IEC程序中的 g_CNCProgManager实现,参阅 ⇘ “SMC_CNC_REF (STRUCT)”.
- “File”:如果希望创建一个外部G代码文件,使用此选项。在执行登录时,文件会被加载到 PLC。应用程序可以通过功能块n blocks like SMC以及函数库中其他功能块的帮助从文件中读取并处理路径。此函数功能块类似于 ⇘ 函数库中。控制器中的G-代码文件会在应用程序登录时自动被G-代码编辑器中的对象进行替换。这意味着,控制器上任何的修改都会覆盖原有文件并产生一个新的下载。
“文件名”:如果“文件”在编译模式下的下拉菜单中被选中,那么你可以在此定义文件名称,或者那个文件将被使用。默认文件名为“$ObjectName$.cnc”,在登录时其中的占位符将会被CNC对象名称所替代(有效的文件名)。如果改变文件名,请注意允许的文件名中只能包含字符 [a-zA-Z0-9$_.]。文件名区域必须不为空,不能只包含起点或者终点,必须至少包含一个点并且不允许通过路径定义名称。
“队列大小”:默认值为 100。
“默认值”
- “速度 (F) [u/s]”:默认值为 0。如果在CNC程序中没有进行路径速度值设定的时候此值将会被使用(关键字F),值的范围: [0, 1e9]。
- “加速度 (E+) [u/s²]”:默认值为100。如果在CNC程序中没有进行路径加速度值设定的时候此值将会被使用,值的范围:[0, 1e9]。
- “减速度 (E-) [u/s²]”:默认值为100。如果在CNC程序中没有进行路径减速度值设定的时候此值将会被使用,值的范围:[0, 1e9]。
“快速关键字默认值 (G0)”
- “速度 (FF) [u/s]”:如果在CNC程序中没有设置快速速度关键字此值将会被使用 (使用 FF-关键字)。路径单位每秒。值范围: [0, 1e9]。默认值: 0
- “加速度 (EF+) [u/s²]”:如果在CNC程序中没有设置快速加速度关键字此值将会被使用 (使用 EF-关键字表示正向)。路径单位每秒平方。值范围: [0, 1e9]。默认值: 0
- “减速度 (EF-) [u/s²]”:如果在CNC程序中没有设置快速减速度关键字此值将会被使用 (使用 EF-关键字表示反向)。路径单位每秒平方。值范围: [0, 1e9]。默认值: 0
“变量偏移值”:如果离线值被定义,可以通过点击“变量”按键进行查看和修改。 然后会出现 ⇘ “设置变量”对话框,可以通过CNC命令“设置变量”得到同样的效果。
“起始点”:默认值为 0。
应用程序的宽度 CNC 设置存储在 ⇘ CNC 设置对象中。